7*12小时服务热线(业务咨询):400-099-6011
7*12小时服务热线(业务咨询):400-099-6011



1.1 计算被测要素的理论位置
①根据不同零部件的功能要求,位置度公差分为给定一个方向、给定两个方向和任意方向三种,可以根据基准体系及确定被测要素的理论正确位置的两个理论正确尺寸的方向选择适当的投影面,如XY平面、XZ平面、YZ平面。②根据投影面和图纸要求正确计算被测要素在适当投影面的理论位置。
1.2 根据零部件建立合适的坐标系。在PC-DMIS软件中,可以把基准用于建立零件坐标系,也可以使用合适的测量元素建立零件坐标系,建立坐标的元素和基准元素可以分开。
1.3 测量被测元素和基准元素。在被测元素和基准元素取点拟合时,使用自动程序进行,以减少手动检测的误差。
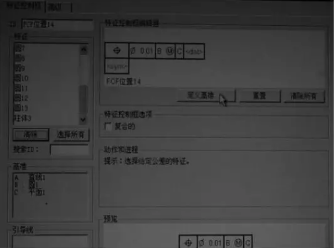
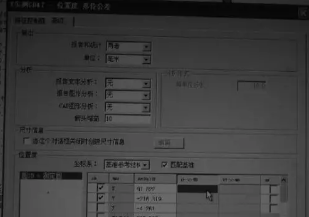
1.4 位置度的评价。①在PC-DMIS软件中,位置度的评价可以直接点击位置度图标。②在位置度评价对话框中包含两个页面,特征控制框和高 级,首先根据图纸要求设置相应的基准元素,在基准元素编辑窗口中只会出现在编辑当前光标位置以上的基准特征,如图1所示。③基准元素设置完成,回到特征控制框选择被测元素,设置基准,输入位置度公差。④在位置度评价的对话框中选择高 级,在此对话框中可以设置特征控制框尺寸的信息输出方式和分析选项。如图2的对话框,在标称值一栏中手动键入被测要素的理论位置值,点击评价。
1.5 在报告文本中刷新就可以看到所评价的位置度结果
2 三坐标测量位置度的注意事项
2.1 评价位置度的基准元素选择和建立坐标系的元素选择有相似之处,都要用平面或轴线作为A基准,用投影于第 一个坐标平面的线作为B基准,用坐标系原 点作为C基准。如果这些元素不存在,可以用构造功能套用、生成这些元素。
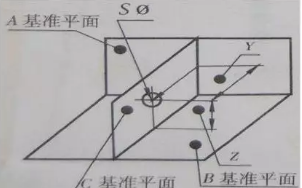
2.2 对位置度公差的理解。如位置度公差值t前加注φ,表示公差带是直径为t的圆内的区域,圆心的位置由相对于基准A和B的理论值确定。(如图3)
如位置度公差值前加注Sφ,表示公差带是直径为t的球内的区域,球心的位置由相对于基准A、B和C的理论值确定。(如图4)

2.3 对于深 度小于5mm的孔,可以直接计算测量其位置度。对于深 度大于5mm的孔,必 须采用先测量圆柱,然后与上、下端面求相交,再对交点求位置度的方法来控制测量误差,上、下端面一般是指整个孔的两端面。或者尽量取靠近两端面孔的截面位置,如果仅测量一个截面,求其位置度是不能保证此孔在整个长度范围上所有截面的位置度都合格的。因为交点是圆柱轴线与两端平面相交得到,不管轴线方向往哪个方向倾斜,如果两端交点位置度合格,中间各截面的位置度也应该是合格的。
2.4 对于有延伸公差带要求的,评价时要包含延伸的长度。
2.5 在位置度公差设置时,有时会出现[M] [L] 图标,它们的含义各不相同,其主要目的是为了尺寸公差和形状、位置度公差之间的相互补偿。
①孔的minimum实体 位置度公差。
它的含义是计算位置度时,要遵守minimum实体状态原则,并按minimum实体要求输出其位置度误差值,如上所示φ14的孔,当其实测值小于φ14,例如为φ13.9时,孔的minimum实体 位置度公差补偿值=13.9-14。
它输出的位置度公差值=|13.9-14|+φ0.5。
②孔的minimum实体 位置度公差(以孔为基准)。
它的含义与①相同,与①的不同之处是它的基准是规定的孔,即要先测量基准孔,再测量被测孔,软件自动计算出包含minimum实体要求的位置度误差值。
③孔的MAX实体 位置度公差。
它的含义是计算位置度时,要遵守MAX实体状态原则,并按MAX实体要求输出其位置度误差值。如上所示φ14的孔做到φ14.1时,孔的MAX实体 位置度公差补偿值=14.1-14,它输出的位置度公差值=(14.1-14)+φ0.5。
④孔的MAX实体 位置度公差(以孔为基准)。
它的含义与③相同,与③的不同之处是它的基准是规定的孔,即用三坐标测量时要先测量基准孔,再测量被测孔,软件自动计算出包含MAX实体要求的位置度误差值。
2.6 基准的选择顺序也是非常重要的,顺序不同,评价出来的结果也完全不同。
在位置度的检测时要按照图纸标注的要求设置选择,但是设计人员设计图纸时不一定考虑到测量的问题,因此有时图纸会给测量人员带来很大的误解和麻烦,我们不见得非要按照图纸不合理的标注来搞很复杂的测量,可以及时和厂家设计员沟通,更好地理解产品的要求,简单准确地做好检测工作。
检此文章来源:微信公众号三坐标测联盟,如有涉及版权问题,可与我司联系,我司将第 一时间处理,谢谢!
BAHENS仪器微信公众号

