7*12小时服务热线(业务咨询):400-099-6011
7*12小时服务热线(业务咨询):400-099-6011



一、问题的提出
在汽车行业有许多箱体零件如:缸体、缸盖、变速箱壳体等等,其表面布满了空间孔系,为了保证这些空间孔系位置的加工精度,我们对缸体、缸盖、变速箱壳体的每道加工工序都编辑了三坐标自动测量程序。在几年的生产实践中,我们发现这些孔系中,光孔之间的位置尺寸都非常稳定,除非钻模板和动力头出故障。而光孔与螺纹孔,螺纹孔之间的位置很不稳定,测量连续加工的三件零件同一个位置尺寸相差很大,经常出现一个零件位置尺寸超差,另一个零件合格的现象,测量螺纹孔底孔的位置尺寸都合格,依据机加原理,螺纹孔的位置度是由钻孔或铰孔的位置度来保证的,铰孔的位置度是由钻模板的固定导向套来保证的,螺纹孔的加工是钻孔或绞孔的位置浮动导向加工的,因此螺纹孔位置尺寸的散差应和螺纹底孔铰孔的位置尺寸散差一致。在多次调整设备无效果的情况下,工艺,维修人员对我们坐
标测量机测量螺纹孔位置尺寸的方法提出了质疑。
二、三坐标测量螺纹孔位置尺寸的三种
测量方法原理
我们对三坐标测量螺纹孔位置尺寸的方法及程序做了多次修改和测量实验,取得大量的测量数据,然后集中在三种测量方法的比较上,三种测量方法
测量原理如下:
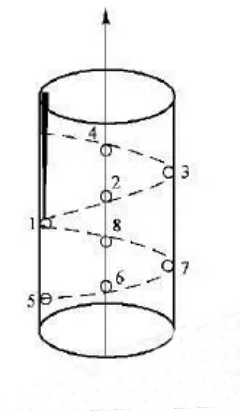
第 一种测量方法是在螺纹孔中加装螺纹芯轴,在芯轴外圆采两个截面8 个点构造一个圆柱元素,以该圆柱轴线作为螺纹孔轴线。
第 二种测量方法是直接在螺纹孔内采两截面8 点构造一个圆柱元素,以该圆柱轴线作为螺纹孔轴线。
第三种测量方法是根据螺纹孔旋向和螺距P的大小步进采点,即在螺纹孔内每采1 点后测头向后退P/ 4 的距离采第2 点,依次类推,采完第4 点以后,测头向前进m P 距离( m 为整数) ,再采第5点,依次类推,采完第8 点构造一个圆柱,以该圆柱
轴线作为螺纹孔轴线,三坐标采点示意图如图1 。
三、三种测量方法测量结果的统计分析
1 、三种测量方法的测量实验方案如图2 ,以富康轿车缸盖火花塞螺纹孔位置尺寸○ 64.37 ±0.1 检测为例,根据三种测量方法编辑三种自动测量程序,用每一种测量程序重复测量5 次, (注:每次测量前重新装夹零件) 打印出测量结果,将三种测量方法的5 次测量结果做成分布图,观察分布图的态势。
64.37 ±0.1 这个尺寸的测量难点在于如何正确测量出螺纹孔的轴线,螺纹孔轴线位置测量出来以后,直接求基准孔轴线与缸盖顶平面交点坐标到螺纹孔轴线距离即可。

2、三种测量方法测量结果分布图
1) 第 一种测量方法在芯轴上采点测量数据分布图如图3 。
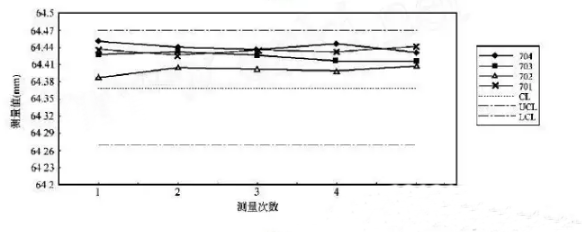
2) 第 二种测量方法同截面采点测量数据分布图如图4 。
3) 第三种测量方法步进采点测量数据分布如图5 。
3、 三种测量结果分布图统计分析及测量方法的误差分析
1) 分析第 一种测量结果分布图3 可得出这样的结论:
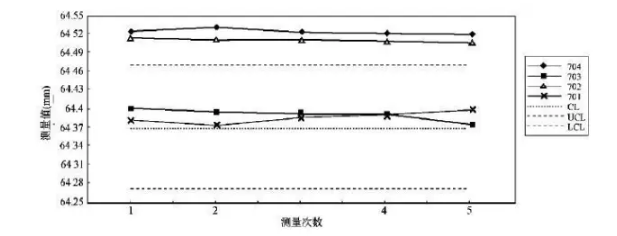
a1 同一个孔的位置五次测量其位置尺寸散差很大;b1 同一零件的四个孔的同一位置尺寸五次测量散差很大。
2) 分析第 二种测量结果分布图4 可得出这样的结论:a1 同一个孔的位置五次测量其位置尺寸散差很小;b1 同一零件的四个孔的同一位置尺寸五次测量散差很大。
3) 分析第三种测量结果分布图5 可得出这样的结论:a1 同一个孔的位置五次测量其位置尺寸散差很小且都在公差范围内;b1 同一零件的四个孔的同一位置尺寸五次测量散差很小且都在公差范围内。
4) 加工工艺分析:这四个螺纹孔的加工工艺路线为:钻孔→攻丝,钻孔的位置是通过钻模板的精度保证,测量钻模板位置精度合格,且公差在0.03mm以内,钻孔完之后检测64.37 ±0.1mm ,其四个孔的位置都在0.05mm 以内,非常稳定。四个孔是同时钻之后又同时攻螺纹,四把刀装在同一个动力头上,且四把刀之间的位置固定死了。因此其四个螺纹孔的位置尺寸也应该很稳定,才符合机械原理。于是我们认为图5 反映的加工状态是符合机加工工艺的。因此第三种测量方法是正确的。
5) 三种测量方法误差分析:第 一种测量方法是因为螺纹芯轴将螺纹孔轴线延长了,且螺纹配合误差的存在,因此造成同一个孔5 次结果和四个孔5次结果散差很大。第 二种测量方法螺纹孔内同一截面上采点测量时,所采两截面8 个点构成圆柱轴线不是螺纹孔的真实轴线,且不同的孔所测圆的圆心偏离螺纹轴线的距离有很大的差别,这是造成不同孔位置尺寸柱轴线在螺纹孔轴线上,这样在评价其
位置尺寸时,误差很小。
此文章来源:公众号 三坐标尺寸测量俱乐部 ,如有涉及版权问题,可与我司联系,我司将第 一时间处理,谢谢!
BAHENS仪器微信公众号

