7*12小时服务热线(业务咨询):400-099-6011
7*12小时服务热线(业务咨询):400-099-6011



Q1:一般是来说,探针多久校准一次?
根据测量任务的频次,一周至少一次,一天一次或者每个班次一次最佳,并且做好探针校准的监控工作,在发生较大碰撞时,最好立即重新校准。
Q2:机器多久保养一次?
一年一次至少,根据机器使用情况,建议增加至10个月或者半年一次。
Q3:导轨可以用润滑油擦拭吗?
不可以,气浮导轨不能用任何油进行擦拭,只能使用专用清洁剂或者工业酒精进行清洁。
Q4:蔡司软件在编程时需要使用移动点吗?
蔡司程序运行是使用安全平面,这样更简单方便,只有特殊元素会考虑使用移动点。
Q5:蔡司CALYPSO的CAD数模接口有哪些?
1.ACIS(*.sat;*.sab):
ACIS是美国Spatial Technology公司的产品,是应用于CAD系统开发的几何平台。
2.CATIA(*.exp;*.model):
CATIA是法国Dassault System达索公司的产品开发旗舰解决方案。是法语Conception Assistée Tridimensionnelle Interactive Ap-pliquée的首字母缩写,同时也是英语Computer Aided Three-di-mensional lnteractive Application的首字母缩写。
3.ProE(*.prt*;*.asm*):
*.prt*是ProE的单件格式,*.asm*是ProE的的组件格式。Pro/Engi-neer软件是美国参数技术公司(PTC)旗下的CAD/CAM/CAE一体化的三维软件。以参数化著称,是参数化技术的最早应用者。
4.NX(*.prt):
UG的单件格式。是一个由西门子UGS PLM软件开发,集CAD/-CAE/CAM于一体的数字化产品开发系统。
5.SOLIDWORKS(*.sldprt;*.sldasm):
*.sldprt和*.sldasm分别是SOLIDWORKS的单件和装配体格式。该软件是达索系统下的子公司,专门负责研发与销售机械设计软件的视窗产品,是世界上第一个基于windows开发的三维CAD系统。
6.STEP(*.sep;*.step):
是Standard for the exchange of product model data的简写,含义是产品模型数据交换标准。这个标准的主要目的是解决制造业中计算机环境下的设计和制造(CAD/CAM)的数据交换和企业数据共享的问题。国际标准化组织(ISO)所属技术委员会TC184(工业自动化系统技术委员会)下的“产品模型数据外部表示”(External-:RepresentationofProductModelData)分委员会SC4从1983年开始着手组织制定一个统一的数据交换标准STEP。
7.IGES(*.igs):
是初始图形交换规范(The lnitial Graphics Exchange Specifica-tion)的简写。美国国家标准局和工业界于1975年共同制定并实施的。是被定义基于Computer-Aided Design (CAD)&Comput-er-Aided Manufacturing (CAM) systems(电脑辅助设计&电脑辅助制造系统)不同电脑系统之间的通用ANSI信息交换标准。
8.VDAFS(*.vda):
vda-fs从一个CAD系统到另一个表面模型的转换CAD数据交换格式。它的名字是“verband der Automobilindustrie - FL?chen-
schnittstelle”的缩写,翻译过来就是“汽车工业协会表面数据接口”。标准是由德国组织VDA指定。
9.DXF(*.dxf):
是Autodesk公司开发的用于AutoCAD与其它软件之间进行CAD数据交换的CAD数据文件格式。全称是Drawing Interchange Format或者Drawing Exchange Format(绘图交换文件)。
10.CATIA V(*.CATpart;*.CATProduct):
CATpart是CATIA的零件模型文件格式,一般是单个模型的存储格式。CATProduct是装配体文件,一般把单个零件导入到DMU或者装配设计,存储后会变成CATProduct。达索公司的产品生命周期管理(PLM)软件接口。
11.JT(*.jt):
Siemens (西门子)PLM Software是产品生命周期管理(PLM)软件与服务提供商。JT文件格式是西门子PLM主推的三维轻量化模型显示标准。
12.INVENTOR(*.ipt):
*.ipt是美国AutoDesk公司推出的一款三维可视化实体模拟软件Au-todesk Inventor Professional (AIP)的零件模型文件。
13.PARASOLID(*.x_t):
*.x_t是Parasolid格式文件。PARASOLID是世界上经过生产证明的三维几何建模组件软件。
Q6:过系统设置将英文改成中文时,CAD窗口中,元素名出现乱码现象
第一步:
打开菜单栏:系统→设置→环境设置→字体:CALYPSO标准;
第二步:
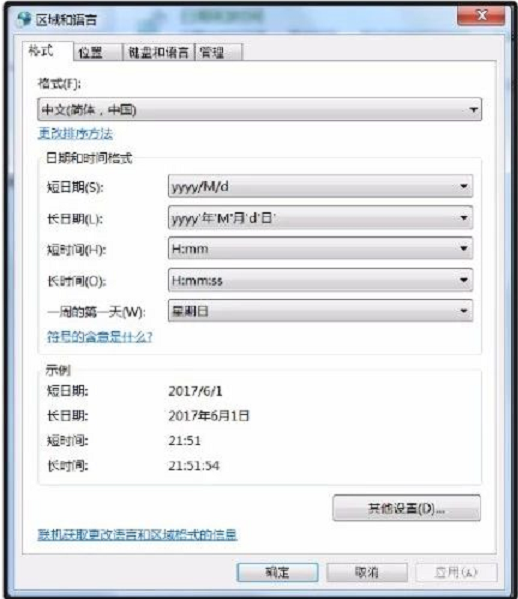
控制面板→区域和语言→格式:中文(简体,中国),如下图;
第三步:
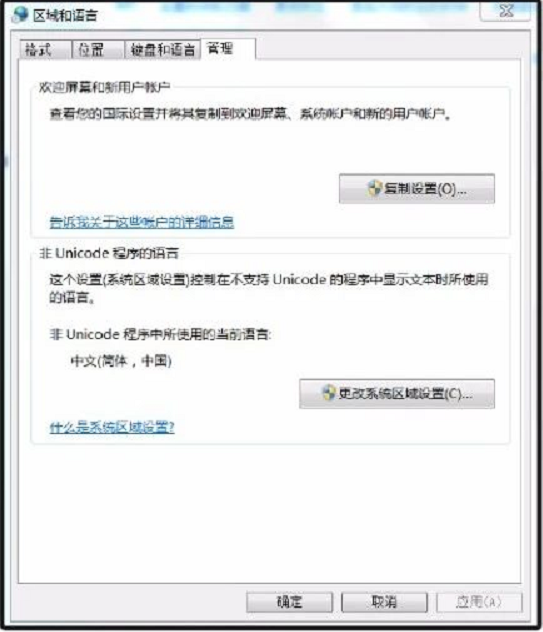
控制面板→区域和语言→管理→更改系统区域设置→将“非UNI-CODE程序中使用的当前语言”换成“中文(简体,中国)”,如下图;
第四步:
更改完毕后,重启计算机,打开CALYPSO。
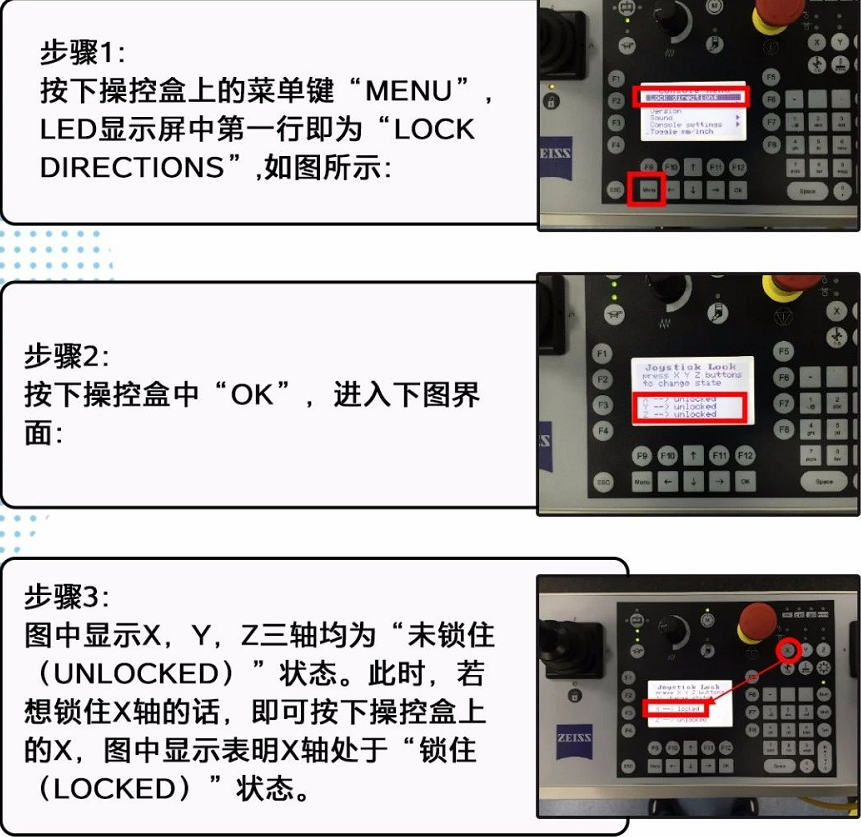
Q7:如何锁定CMM坐标轴?
Q8:恒温多久开始测量?
根据工件的大小,体积决定,一般4-8小时不等,比较大的工件要自行测试,8,12,24小时观察变化情况。
Q9:扫描好还是单点好?
根据测量任务,形状公差扫描,尺寸公差可根据测量元素的大小选择单点。
Q10:点数速度怎么选?
在时间允许的情况下,点数越多越好,速度根据传感器和工件的情况,5-20的范围。
Q11:测量机的精度如何选择?
计量学黄金定律要求,测量不确定度不能超过公差十分之一。不过有时会考虑经济因素放宽要求。
Q12:为什么同一个零件用同一个程序同一个工装在不同的蔡司机器上测出来的结果偏差较大?
1.首先每台机器本身都有自身的重复性误差,所以要看几次结果的偏差值是否超过重复性误差;
2.从工装方面考虑,工件是否稳固的固定在工装上,工装是否稳固的固定在大理石台面上,避免在检测过程中工件或者工装产生位移;
3.检测过程中探针是否发生干涉或者工件是否清洁;
4.探针是否校准,探针测杆螺纹处是否有松动,测球是否有划痕,另外要注意的是探针的校准频率不是绝对按照固有的三天一次或者一周一次,而是要根据探针实际的使用频率来决定,对于二十四小时运转的机器,特别是使用频率很高的探针,建议增加校准频率;
5.检查机器是否发生过碰撞,特别是探头传感器部分。
Q13:2D直线和3D直线有什么区别?
2D直线是表面上的线,可以直接测量,3D直线是通过构造出来的,比如两个圆心的连线,不能直接通过测量得到。
Q14:同心度同轴度该怎么区分或使用?
同心度指两个圆之间的位置关系,同轴度是圆柱之间的位置关系,如果基准孔或轴较短建议使用同心度,长轴长孔建议使用同轴度同心度也可以使用轴类元素做基准计算。
Q15:为什么会掉驱动?
原因有三:1.气压供给不足或不稳定。
2.导轨限位。
3.急停键被关闭后未及时打开。
Q16:实验室为什么以20°为参考?
ISO1规定图纸标注尺寸以20℃为准。
Q17:为什么校准结果不好?
保证测针与标准球清洁,同时确保探头无松动,探针的接长在要求范围以内。
Q18:为什么打不上驱动?
请确保工作气压达到5BAR,3轴不能停留在限位。
Q19:我们的数据和供应商数据有差异怎么办?
可以从设备,软件,程序,方法,环境等因素进行逐一排查分析。
如果不同厂家设备...:
会因设备差异,引起软件,程序,方法上的不同。可以先从设备间精度差异,探头系统差异(固定式和旋转事情,打点和扫描)评估,然后测针的结构和规格,从测量位置和点数,再从软件计算方法着手等(基准建立,计算方法选择,位置公差的基准选择,轮廓度的不同标准的计算方式差异等等)。
相同厂家相同设备...:
测量软件一般都是CALYPSO,软件版本可能存在不同。不同版本间对于部分功能计算会有所差异。不管相同或不同版本,都可以通过共用检测程序或检查检测程序的相关设置,来排查计算方式方法不同带来的误差(基准建立,元素计算方法选择,位置公差的基准选择,择)。同时看看设备型号是否一致(精度),探头系统系统一致(VAST固定式,RDS XXT/XDT等旋转式),测针规格和结构,打点测量还是扫描测量。
Q20:坐标测量都有哪些培训?
蔡司提供非常系统完善的增值培训服务。
包含软件操作和测量理论。具体课纲可以联系区域应用服务中心。
Q21:学习三坐标需要具备哪些知识?
对一个三坐标操作者的要求还是很高的,它需要你成为一个综合技术人才,你需要了解操作技能,IT知识,工程图纸,GD&T,加工原理,SPC,质量管理等知识,您转化图纸,为编程语言操作机器,输出测量结果可以能要转化成生产制程,质量控制结果,有可能你还要对结果进行分析,发现结果成因帮助生产纠正误差等。这些都是测量人员要做的,不只是输出测量结果就可以了。在AUKOM课程里会详细阐述测量原理,测量员的要求和测量管理方面知识。
声明:文章来源于网络,旨在分享若涉及版权问题,请及时与我司联系,我们第一时间处理。
BAHENS仪器微信公众号

