7*12小时服务热线(业务咨询):400-099-6011
7*12小时服务热线(业务咨询):400-099-6011



所谓短圆弧,即是小于30度圆心角所对的圆弧。需要对短圆弧的测量,检验短圆弧的中心位置,以及短圆弧的半径R值。
这问题在精密测量界内确实是个难题,在大小杂志上也曾多次见到过专家们对此问题的高见。在不同测量仪器上有不同测量方法。例如有弦高法、函数逼近法、优化最小二乘法等等。各有其特点,也各有其限制的条件。对不同的测量对象测量条件,有其各自适应的用处。
经分析,短圆弧(圆心角小于30度以下)之所以成为难题,就是无论你用什么测量仪器,用什么测量方法,都必须在被测的短圆弧上取点。由于各种因素,也就必然会产生取点误差。
例如被所对测的短圆弧在由100mm左右。在一般测量仪器上正常的采点误差,假设为0.003mm,然后还用通常的计算方法。那么最后反映到圆心坐标和R值上,误差就会扩大100倍而成了0.003×100=3mm。
这无论是通过计算分析,还是实践经验都能证明这事实,并己在精密测量界得到了确认。那么这扩大了l00倍后的误差结果显然是无法接受的。所以短圆弧是无法用通常测量圆的方法来进行。
短圆弧的圆心坐标与R值,虽然在图纸上都标有名义值和公差值。以数学角度讲,零件上那短圆弧己设计确定。这圆心坐标与R值是一对完全相关量,只要确定了圆心坐标值,就有相应确定的R值。无论从设计者讲对短圆弧的使用功能特性,还是从加工短圆弧的工艺角度也都是以圆心坐标为其准值来计算、加工圆弧。站在这个角度,对被测量的短圆弧其圆心坐标值应该是一个理论值,误差只是产生在短圆弧半径R值的加工上。
基于上述这一个推理的成立,就产生了在三坐标上测量短圆弧的方法。

其原理很简单,先按图纸建立被侧工件的零件坐标系,根据图纸数据在零件坐标系中创建短圆弧的圆心点,然后用三坐标测头对短圆弧上采点,每采一点就计算出到圆心点到该点的二点距离,输入圆弧R名义值及其公差来判断是否合格。用同样的方法在短圆弧的起点、终点和中间点,分别测出其半径值都在公差范围内为合格,只要有超差,就判不合格。
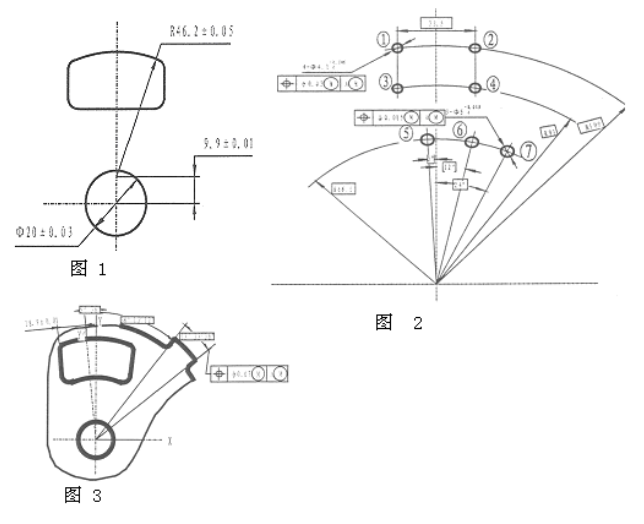
有一中心孔由Φ20±0.03的上方有一异形窗孔,要求测量上口圆弧R值和圆心位置。根据上述方法。首先以中心孔Φ20建立零件坐标(即上页图示坐标),第二创建立一个名义点,该坐标为(O,9.9),第三就测量名义点到圆弧轮廓点的距离等于R值,根据需要可在圆弧上取若个点,求若干个距离来判断值。
如图二,是一个冲孔件的专用量具共有7个园销,需测量其位置度。其实质也是对由5、6、7园销构成的短圆弧的测量有困难。根据上述方法,首先通过对1,2,3,4园销的测量来建立零件坐标,然后检测坐标原点到5,6,7园销的距离为R值,以及二点连线与中心线的夹角二要素判断其位置度值,很方便能解决。
反之,用通常测圆的方法,以5,6,7三点来描述圆,那圆心坐标和R值就会差之毫米,根本无法相信。另外从加工角度分析,在数控线切割和数控立磨上要加工图2的7个孔,编制加工程序,也是先建立零件坐标,然后再计算各点的坐标。图示的R值只是作为计算加工孔中心坐标值之用,无所谓是直线还是短圆弧上的孔。对测量来讲所,不同的只是无法凭空先建一个零件坐标系,而是必须通过对实际圆的测量结果来建立零件坐标系,对R值的测量也同样避开了短圆弧测量难点,以二点距离法来解决。
当然手动采点时要尽量注意沿圆弧的法向方法采点,以免测头半径的补偿时带来误差。如圆弧半径大于R50mm,圆心角也大于25度,能输入起始角和终止角进行自动采点,就能消除法向测点误差,从而提高对该短圆弧的测量精度。
上述对短圆弧的测量方法确实是很简单。测量精度与短圆弧的圆心角大小无关,而且圆心角越小越显示其优点。同时,根据短圆弧的起始、中间、终止R值不同的误差值,经与加工时的同定位分析,还能正确地得出加工中产生误差的原因,能指导采取措施,从面在现阶段的“过程质量控制”发挥作用。在实际工作中还经常碰到要对短直线的测量问题。有的要测二短直线的夹角,有的要测短直线到某一点的距离。
总之,短直线的测量要尽量避免将短直线延长后在求值,就不会放大误差的错误结果,而测量思路是:
①要么把短直线缩小为一个点来处理(例一)
②要么把短直线和理论上与短直线同一直线的点,虚拟成长直线来处理,当然具体方法可多种多样,要就事论是来分析,提出切合实际的方法。

声明:文章来源于网络,旨在分享若涉及版权问题,请及时与我司联系,我们第一时间处理。
BAHENS仪器微信公众号

